{kind=link}
We love giving tours at the malt house. While we’re willing to throw a pig on the smoker and tension up the zipline any time of year, our favorite seasonal event is taking our brewers and friends out to the barley fields to experience the harvest hands-on. Unfortunately, with social distancing guidelines in place, we didn’t get the chance to share and discuss this year’s exciting and fruitful harvest. With this post, our goal is to offer some insight into the important analytics we look at during harvest and what they mean for malt quality.
First, our own testing.
Out front of the malt house and next to the truck scales, we have our own grain-grading lab. Aaron, shown in this picture, went through USDA grain-grading school to be able to make an official determination of grain quality. Over the course of a few days, a line of trucks will form outside the grading lab from sunrise to sunset. These trucks each carry up to 1000 bushels of barley grown less than 10 miles away. Every truck that weighs in will be tested following USDA standards. In our own lab, we are able to run the full battery of USDA quality tests, as well as assess mold. This year, we only accepted USDA Malting Quality Grades 1 & 2, the two highest grades that barley can score.
Into the bins and off to the lab.
Once the barley is assigned a grade and accepted from the farmer, it is unloaded into our on-site grain elevator. A grain elevator is a system of buckets or other conveyors used to elevate the barley system and deposit it in storage bins.
Stored barley’s main enemies are heat, moisture, disease, mold, insects, and birds and rodents. Fortunately, birds and rodents can be physically excluded. The remaining threats can be greatly mitigated by controlling heat and humidity in the bins. Unfortunately, there may be no better pair of words to describe a Carolina summer than “hot and humid.” To combat the ambient conditions, our storage bins are equipped with an intelligent climate control system that measures ambient conditions and conditions inside the bin, and acts to maintain the best possible conditions inside the bins.
The control system also acts as a low-temperature, gentle drying system to dry the barley down to a moisture content ideal for storage (<12%). If the moisture content of barley is too high during storage, it will be prone to mold growth and pre-sprout, which is discussed in detail later on. Low-temperature drying brings the moisture levels of the barley down without harming its germination potential. Typical grain stores dry with temperatures up to 160F, which will kill the barley’s embryo. Another essential function of the fans is to provide fresh air on the barley. Fresh, circulated air lowers the humidity and temperature inside the bins and reduces the risk of “hot spots” forming.
With the barley stored safely in our bins for the year(s) to come, we send out barley samples from each of our farms to an independent lab.
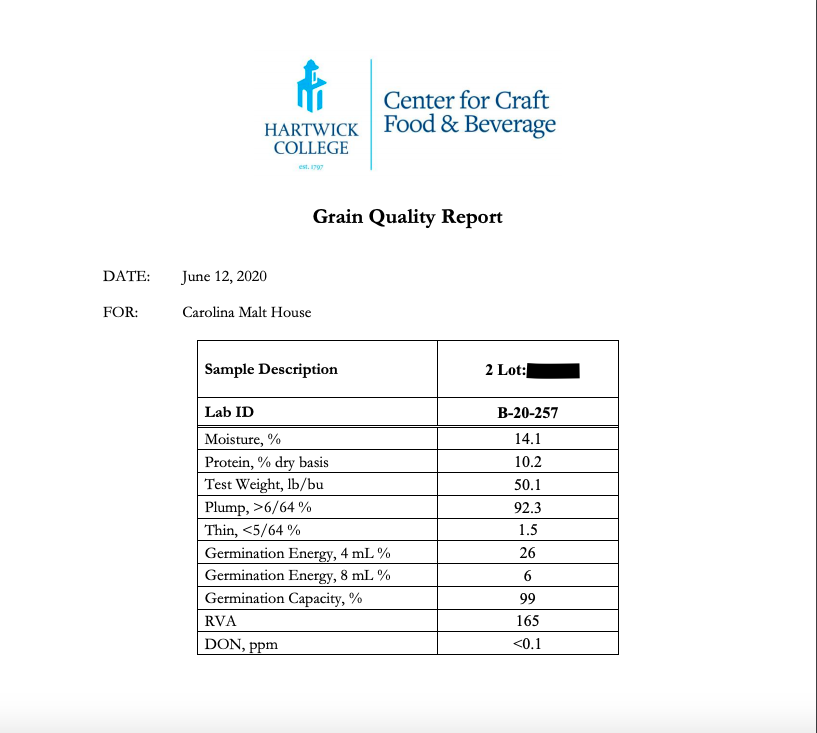
Breaking Down a Barley Analysis
The 10-point analysis above is an example from this year’s (2020) harvest. The following breakdown explains the importance of each statistic.
Moisture: 14.1% – In order to retain the barley’s germination potential and minimize the risk of mold, the moisture content of the barley needs to be reduced to around 12%. Because our bins are uniquely capable (for this region) of accepting relatively wet barley and quickly drying it to storage moisture, our farmers are able to harvest when the barley is ready instead of waiting for the moisture to drop in the field. The ability to get the barley in the bins at peak ripeness is very advantageous considering the barley is most vulnerable to rain and wind damage around the time of harvest. This sample actually came in well above 14.1% but had dried significantly after just a couple of days in our bins.
Protein: 10.2% – The ideal protein range is generally considered to be 9.5%-12.5%. If protein is too low, it can potentially indicate an unhealthy embryo, depending on other characteristics. The enzymes that enable malting and mashing are developed in the embryo, so an unhealthy embryo is a big problem. Excess protein can also indicate an unhealthy kernel, suggesting the plant lacked sufficient nutrients to fully develop the endosperm. We have been extremely pleased with the results we’ve gotten by making plant health our agronomic focus. We’ve received advice to under-fertilize or over-fertilize or apply chemicals at certain times to try to manipulate protein relative to kernel size, but nothing in our experience works as well as just trying to make every plant as healthy as possible.
Test Weight: 50.1 lb/bu – Grain test weight, often used as a grain quality indicator, is a bulk density measurement based on an official bushel being 1.244 cubic feet. The standard bushel weight for barley is 48 lb/bu, and the minimum for Grade 1 Malting Quality Barley is 50 lb/bu. Higher test weight grains have more nutrient density, since the grain has a greater proportion of starch-rich endosperm and less bran and hull. To the brewer, more endosperm means more potential extract from each kernel. It’s a good indicator of overall grain health and quality.
Plumpness, >6/64: 92.3% – Plumpness of the barley kernels is determined by performing a sieve test with a 6/64” screen. Two-row barley is considered ideal if over 80% of the sample is retained on a 6/64” screen. Plumpness is a good indicator of barley homogeneity and potential extract.
Germination Capacity: 99% – Simply put, malting is the process of germinating barley and then arresting germination by applying heat, or kilning. In order to get the desired enzymes, consistency, flavor, and extract from the finished malt, the barley used must be able to germinate. Maltsters look for germination capacities of at least 95%. If the barley is not germinating, it is not alive. Relatively high numbers of dead kernels can lead to mold, poor extract, and diminished enzymes in the finished malt.
Germination Energy, 4mL/8mL –Violetta, one of our favorite 2-Row varieties, will show “dormancy” when coming out of the field. Dormancy is a naturally occurring trait and inherent to some European varieties. It helps protect the barley from pre-spout in the field due to late spring rains. Dormancy is easily “broken” by drying the barley down to an ideal moisture content and storing it under proper conditions. Germination energy starts low but will climb as the barley overcomes dormancy in storage. The barley will be ready to malt in a couple of months when this number has climbed to near 100.
RVA: 165 – The RVA (Rapid Visco Analysis) Test assesses any sprout damage that cannot be seen by the naked eye. Sprout damage can lead to pre-sprout, or pre-germination, which puts the barley is at risk of losing germination potential in storage. Samples with RVA under 50 are considered to be at risk, and those over 120 are considered to be at very low-risk of pre-sprout.
DON: <0.1ppm – Deoxynivalenol (DON) is a mycotoxin produced by the fungus Fusarium. Presence of DON over 1ppm in barley makes it unsuitable for malting. We have the ability to test every grain truck for DON before the barley enters our bins.
Find more information on malt and barley quality testing here Hartwick College Center for Craft Food & Beverage